Motivation und Zielsetzung
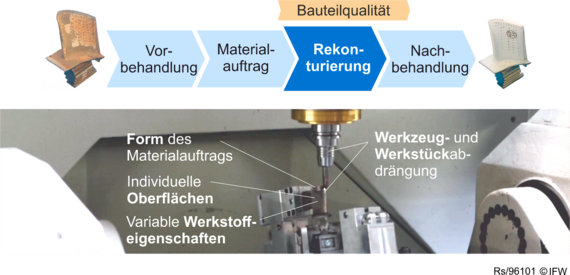
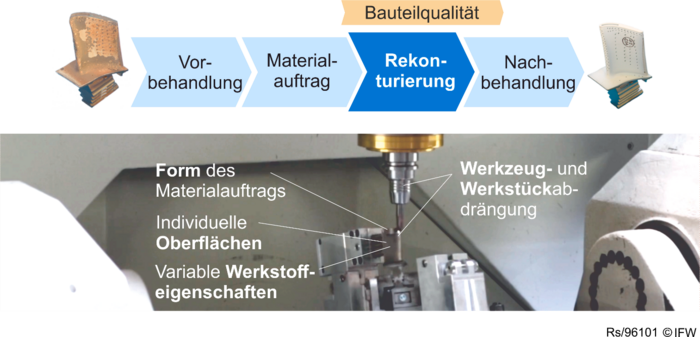
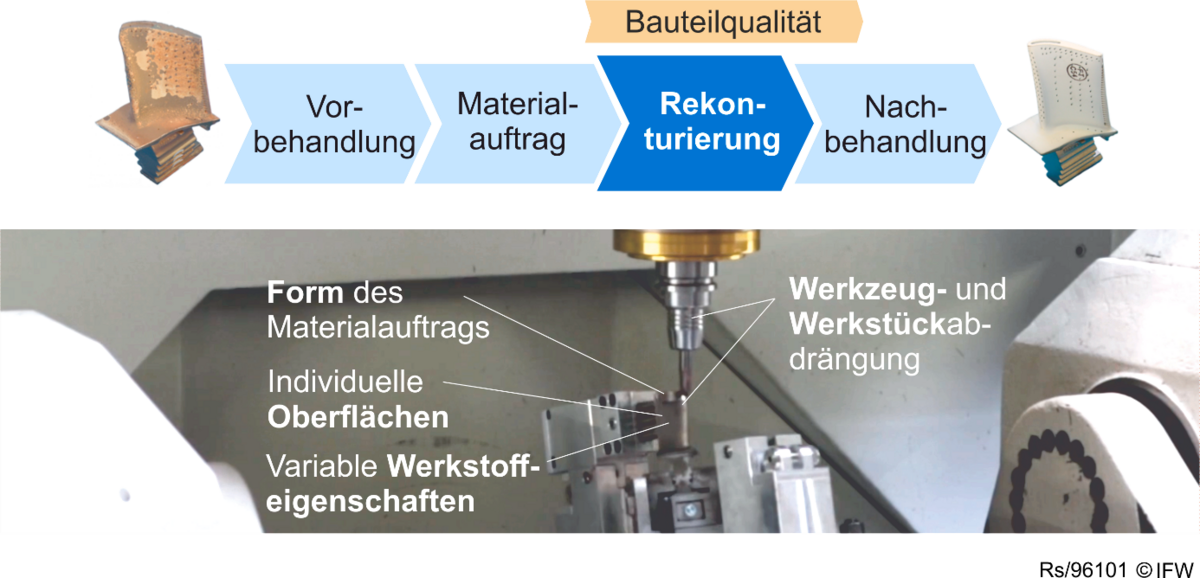
Die Rekonturierung ist ein wichtiger Teilprozess bei der Reparatur komplexer Investitionsgüter, da er die Funktion der Einzelkomponenten im Gesamtsystem maßgeblich beeinflusst. Jede Komponente des Investitionsgutes stellt aufgrund seiner Individualität die Losgröße 1 dar. Bei der Planung der frästechnischen Rekonturierung werden deshalb größtenteils manuelle CAD/CAM Methoden angewandt. Hierdurch ist eine sichere und reproduzierbare Reparatur jeder Komponente nicht möglich.
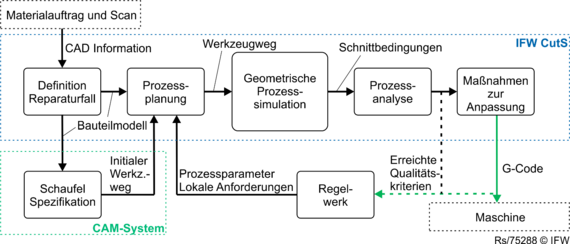
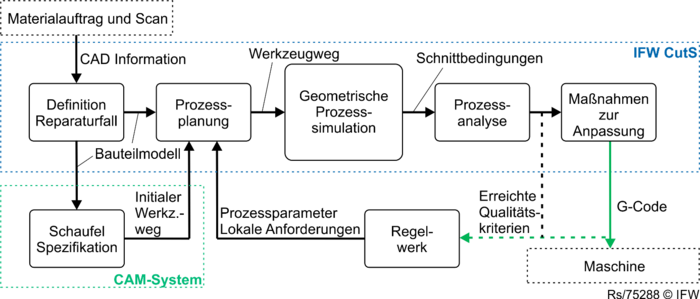
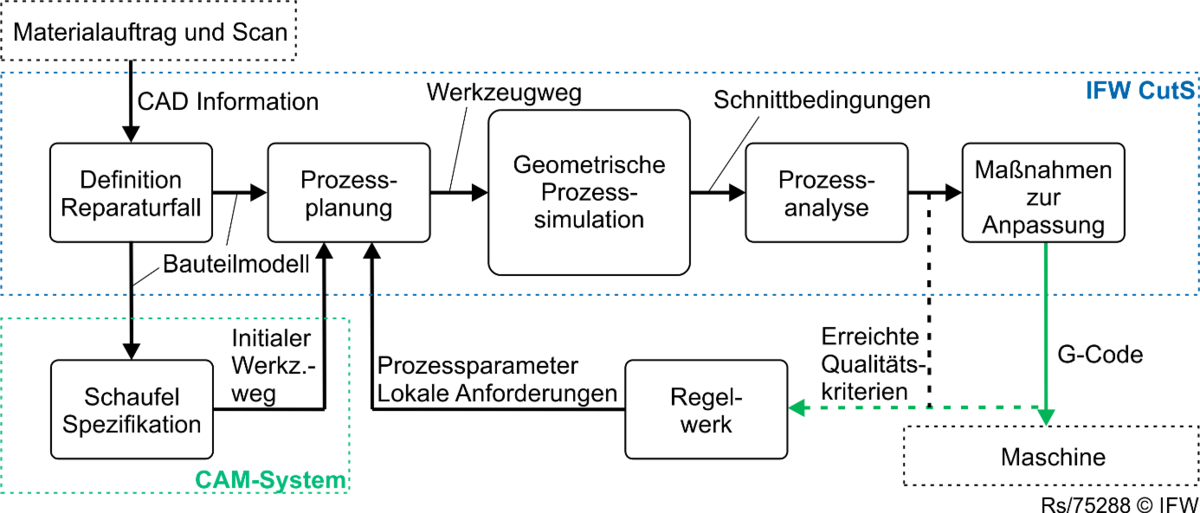
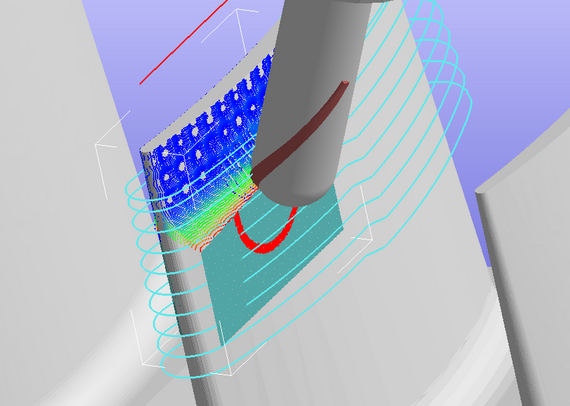
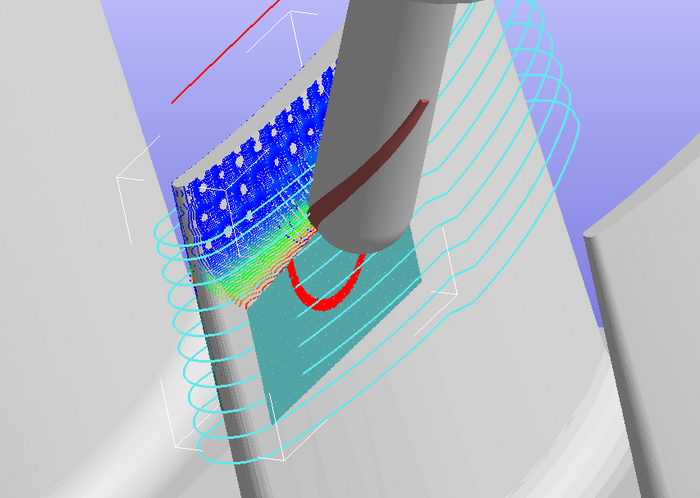
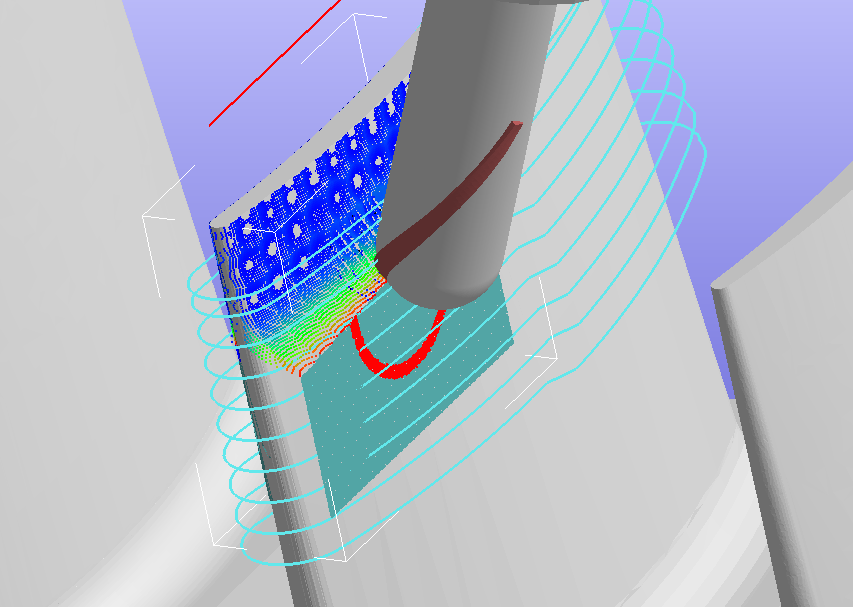
Das Ziel des Teilprojekts ist ein Algorithmus zur automatisierten Planung des Rekonturierungsprozesses. Innerhalb des Planungsalgorithmus erfolgt eine Bewertung und Anpassung des individuellen Prozesses, sodass die Qualität der reparierten Komponente nach der Rekonturierung den Anforderungen aus der funktionellen Betrachtung entspricht. Die Bewertung erfolgt dabei über eine geometrische, dexelbasierte Prozesssimulation. Auf Basis lernender Prozessmodelle können die bei der individuellen Planung simulierten Eingriffsbedingungen des Werkzeugs mit Qualitätsgrößen korreliert werden. Es folgt eine individuelle Anpassung des Prozesses.
Hinweis: Nach der Aktivierung des Videos werden Daten an den jeweiligen Anbieter übermittelt. Weitere Informationen finden Sie in unserer Datenschutzerklärung.
Video abspielen
Ergebnisse
Auf Basis der Simulationssoftware IFW CutS sowie einer Schnittstelle zu einem kommerziellen CAM System wurde ein Prototyp für einen Planungsalgorithmus entwickelt. Innerhalb umfangreicher experimenteller Untersuchungen konnte gezeigt werden, welche Prozessstellgrößen einen signifikanten Einfluss auf die Randzone komplexer Bauteile haben. Dabei wurden Triebwerksschaufeln aus Titan- und Nickelbasislegierungen untersucht. Es zeigte sich, dass die Anstellwinkel sowie die Mikrogeometrie der Schneidkante erheblich die oberflächennahen Eigenspannungen beeinflussen. Auf dieser Basis konnten zwei Prozesskenngrößen entwickelt werden. Die oberflächengenerierenden Kräfte ermöglichen die Vorhersage prozessinduzierter Eigenspannungen. Das oberflächengenerierende Schnittvolumen ermöglicht die Vorhersage des eigenspannungsbedingten Bauteilverzugs, welcher insbesondere bei der Rekonturierung dünnwandiger Verdichterschaufeln einen kritischen Wert überschreiten kann. Die Prozesskenngrößen ermöglichen die technologische Bewertung individueller Rekonturierungsprozesse im Planungsalgorithmus.
Aktuelle Arbeiten und Ausblick
Ziel des Teilprojekts C1 in der aktuellen 3. Förderperiode ist die automatisierte Prozessplanung und Simulation um den schweißtechnischen Materialauftrag zu erweitern sowie die Prognose der Oberflächenqualität nach dem Materialabtrag zu verbessern. Hierdurch entsteht eine prozessübergreifende Planung unter Berücksichtigung der technologischen Wechselwirkungen zwischen den Regenerationsprozessen. Es wird ein reparaturspezifisches Datenmodell im TP C1 entwickelt, das notwendige Informationen eines Prozesses für ein individuelles Bauteil speichert und diese allen anderen Prozessen unter Zugabe einer Toleranz zur Verfügung stellt. Dieser CAD-basierte Werkstückzwilling gewährleistet zusammen mit dem in der 3. Förderperiode im Teilprojekt B2 entwickelten intelligenten Werkstückträger die prozessübergreifende Planung und Optimierung der Regeneration gemäß der Roadmap des Sonderforschungsbereichs.
Verantwortliches Institut
Das Projekt wird verantwortet durch das Institut für Fertigungstechnik und Werkzeugmaschinen.
Teilprojektleiter
30823 Garbsen
30823 Garbsen
30823 Garbsen
Mitarbeiter
Veröffentlichungen
Internationale wissenschaftliche Beiträge in Fachzeitschriften, begutachtet
-
(2018): Technology-based Re-contouring of Blade Integrated Disks After Weld Repair, J. of Materi Eng and Perform 27, 2018 (1), 253-260
DOI: 10.1115/1.4040738 -
(2017): Design of individual re-contouring processes, Procedia Manufacturing 14, 76-88
DOI: 10.1016/j.promfg.2017.11.009 -
(2017): Residual stress formation after re-contouring of micro-plasma welded Ti-6Al-4 V parts by means of ball end milling, Materials Science and Engineering Technology 2017, 1034-1039
DOI: 10.1002/mawe.201600743 -
(2016): Repairing parts from nickel base material alloy by laser cladding and ball end milling, In: Prod. Eng. Res. Devel. 10 (4-5), S. 433–441
DOI: 10.1007/s11740-016-0690-7 -
(2016): Surface topography after re-contouring of welded Ti-6Al-4V parts by means of 5-axis ball nose end milling, Int. J. Adv. Manuf. Technol. 85 (5-8), S. 1585–1602
DOI: 10.1007/s00170-015-7885-5 -
(2015): Engine blade regeneration: a literature review on common technologies in terms of machining, Int J Adv Manuf Technol 81 (5-8), S. 917–924
DOI: 10.1007/s00170-015-7256-2 -
(2015): Differences and similarities between the induced residual stresses after ball end milling and orthogonal cutting of Ti–6Al–4V, Journal of Materials Processing Technology 226, S. 15–24
DOI: 10.1016/j.jmatprotec.2015.06.033 -
(2014): Residual stresses formation after re-contouring of welded Ti-6Al-4V parts by means of 5-axis ball nose end milling, CIRP Journal of Manufacturing Science and Technology 7 (4), S. 347–360
DOI: 10.1016/j.cirpj.2014.07.001 -
(2013): Numerical simulation of process forces during re-contouring of welded parts considering different material properties, CIRP Journal of Manufacturing Science and Technology 6 (3), S. 167–174
DOI: 10.1016/j.cirpj.2013.05.001
Internationale Konferenzbeiträge, begutachtet
-
(2019): Advanced process design for re-contouring using a time-domain dynamic material removal simulation., 12th CIRP Conference on Intelligent Computation in Manufacturing Engineering (Hg.): Procedia CIRP 79 (2019), S. 21–26.
DOI: 10.1016/j.procir.2019.02.005 -
(2018): Ball end milling of titanium TIG weld material and the effect of SiC addition – process forces and shape deviations, 6th International Conference on Through-life Engineering Services, TESConf 2017. 7-8 November 2017, Bremen, Germany, Seite 74-81
DOI: 10.1016/j.promfg.2018.01.011 -
(2016): Prediction of the Principal Stress Direction for 5-axis Ball End Milling, Procedia CIRP 45, S. 291–294
DOI: 10.1016/j.procir.2016.02.145 -
(2015): Prediction of the 3D Surface Topography after Ball End Milling and its Influence on Aerodynamics, Procedia CIRP 31, S. 221–227
DOI: 10.1016/j.procir.2015.03.049 -
(2015): Simulation and Evaluation of Different Process Strategies in a 5-axis Re-contouring Process, Procedia CIRP 35, S. 31–37
DOI: 10.1016/j.procir.2015.08.059 -
(2014): Approaches for Improving Cutting Processes and Machine Tools in Re-contouring, Procedia CIRP 22, S. 239–242
DOI: 10.1016/j.procir.2014.06.148 -
(2012): Milling Simulation of Welded Aero Engine Components, Proceedings of the 3rd Machining Innovations Conference, S. 403–410
-
(2011): Kinematic and Stochastic Surface Topography of Machined TiAl6V4-Parts by Means of Ball Nose End Milling, 1st CIRP Conference on Surface Integrity (CSI), Bd. 19, S. 81–87
DOI: 10.1016/j.proeng.2011.11.083
Nationale wissenschaftliche Beiträge in Fachzeitschriften, nicht begutachtet
-
(2018): Prozessauslegung für die Regeneration komplexer Investitionsgüter, Unter Span, Ausgabe 2018, S. 22-23
-
(2016): Werkzeugwege für den individuellen Reparaturfall, In: phi 2016, S. 3.
-
(2010): Forschen am IFW: Nach allen Regeln der Zerspankunst, phi - Produktionstechnik Hannover informiert, 11 (2010) 2, S. 16-17
Dissertationen
-
(2015): Randzonenbeeinflussung durch die Rekonturierung komplexer Investitionsgüter aus Ti-6Al-4V, Berichte aus dem IFW, Band 07/2015, 111 S., PZH Produktionstechnisches Zentrum
ISBN: 978-3-95900-056-7

